車削加工
車床加工主要用車刀對旋轉的工件進行車削加工。車床主要用于加工軸、盤、套和其他具有回轉表面的工件,
是機械制造和修配工廠中使用最廣的一類機床加工。
車削加工是在車床上利用工件相對于刀具旋轉對工件進行切削加工的方法,車削加工的切削能主要由工件
而不是刀具提供。車削是最基本、最常見的切削加工方法,在生産中占有十分重要的地位。
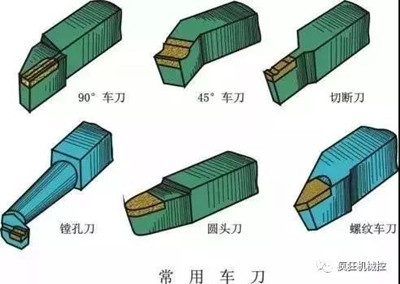
車削适于加工回轉表面,大部分具有回轉表面的工件都可以用車削方法加工,如内外圓柱面、内外圓錐面、
端面、溝槽、螺紋和回轉成形面等,所用刀具主要是車刀。
在各類金屬切削機床中,車床是應用最廣泛的一類,約占機床總數的50%。車床既可用車刀對工件進行車
削加工,又可用鑽頭、鉸刀、絲錐和滾花刀進行鑽孔、鉸孔、攻螺紋和滾花等操作。
銑削加工
銑削是将毛坯固定,用高速旋轉的銑刀在毛坯上走刀,切出需要的形狀和特征。傳統銑削較多地用于銑輪
廓和槽等簡單外形/特征,數控銑床可以進行複雜外形和特征的加工。
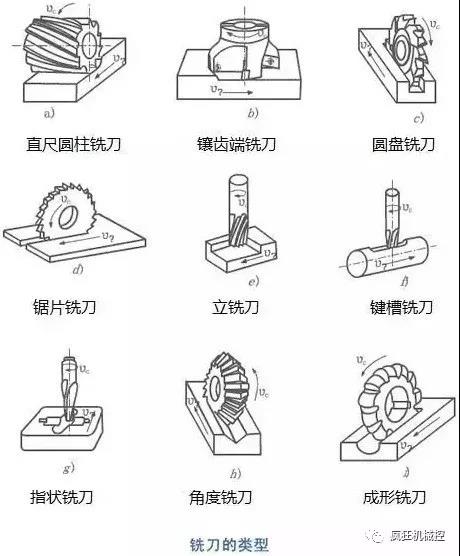
銑刀,是用于銑削加工的、具有一個或多個刀齒的旋轉刀具。工作時各刀齒依次間歇地切去工件的餘量。
銑刀主要用于在銑床上加工平面、台階、溝槽、成形表面和切斷工件等。
銑削加工是一種常見的金屬冷加工方式,和車削不同之處在于銑削加工中刀具在主軸驅動下高速旋轉,而
被加工工件處于相對靜止。
刨削加工
刨削加工是用刨刀對工件作水平相對直線往複運動的切削加工方法,主要用于零件的外形加工。刨削加工
的精度爲IT9~IT7,表面粗糙度Ra爲6.3~1.6um。
刨削運動構成:工件的往複直線運動爲切削主運動,進給運動是刀具的直線間歇運動。
由于刨削的主運動中存在返回空程,而且往複運動不可能高速,所以生産率較低。由于刨削的特點,刨削
主要用在單件、小批生産中,在維修車間和模具車間應用較多。
刨削主要用來加工平面(包括水平向、垂直面和斜面),也廣泛地用于加工直槽,如直角槽、燕尾槽和T形
槽等、如果進行适當的調整和增加某些附件,還可以用來加工齒條、齒輪、花鍵和母線爲直線的成形面等。
磨削加工
磨削是指用磨料,磨具切除工件上多餘材料的加工方法。磨削加工是應用較爲廣泛的切削加工方法之一。
磨削加工是利用高速旋轉的砂輪等磨具加工工件表面的切削加工。磨削用于加工各種工件的内外圓柱面、
圓錐面和平面,以及螺紋、齒輪和花鍵等特殊、複雜的成形表面。由于磨粒的硬度很高,磨具具有自銳性,
磨削可以用于加工各種材料,包括淬硬鋼、高強度合金鋼、硬質合金、玻璃、陶瓷和大理石等高硬度金屬和
非金屬材料。
磨削通常用于半精加工和精加工,精度可達IT8~5甚至更高,表面粗糙度一般磨削爲Ra1.25~0.16微米,
精密磨削爲Ra0.16~0.04微米,超精密磨削爲Ra0.04~0.01微米,鏡面磨削可達Ra0.01微米以下。
數控加工中心
數控加工中心是一種功能較全的數控加工機床。它把銑削、镗削、鑽削、攻螺紋和切削螺紋等功能集中
在一台設備上,使其具有多種工藝手段。
數控加工中心設置有刀庫,刀庫中存放着不同數量的各種刀具或檢具,在加工過程中由程序自動選用和
更換。
數控加工中心的綜合加工能力較強,工件一次裝夾後能完成較多的加工内容,加工精度較高,就中等加工
難度的批量工件,其效率是普通設備的5~10倍,特别是它能完成許多普通設備不能完成的加工,對形狀較複雜,
精度要求高的單件加工或中小批量多品種生産更爲适用。
|











 滬公網安備31011502010383号
滬公網安備31011502010383号